- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




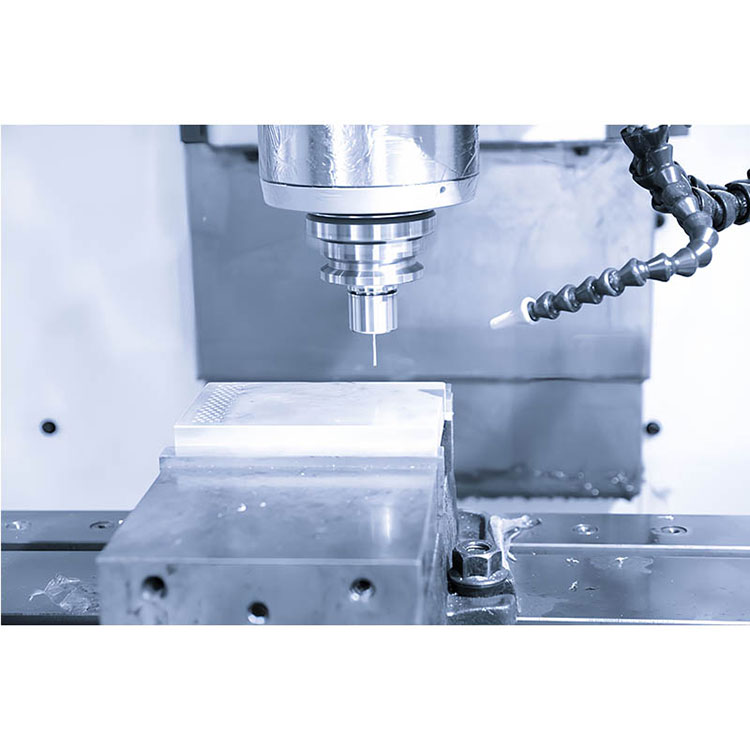


Bor- og tappemaskin
Som en av profesjonell produsent i Kina, vil Yueli gjerne gi deg bor- og tappemaskin. Og vi vil tilby deg den beste tjenesten etter salg og rettidig levering.
Modell:LY-650
Send forespørsel
produktbeskrivelse
Ly-650 bor- og tappemaskin
Yueli, en anerkjent produsent i Kina, er villig til å tilby deg bor- og tappemaskin. Vi lover å gi deg den beste støtten etter salg og rask levering.
Produkt introduksjon:
Funksjonsoversikt:
Spesialisert for små porøse deler og produktebehandling. Det er egnet for prosessering av mobiltelefondeler, kommunikasjonsutstyr, romfart, billokomotiver, instrumenter og målere, lysindustri og tekstil, elektroniske apparater og maskinproduksjon, samt kobber, aluminiumelektroder og andre prosesseringsindustrier;
Hovedstrukturen er laget av støpejern med høy styrke, og etter stressavlastning annealing og naturlig aldringsbehandling er nøyaktigheten til sengen holdbar og stabil, lang tid ingen deformasjon;
Adoptere høy presisjon rett veikryssspindel for å realisere høyhastighets maskinering av arbeidsstykket; Bruk av kjølemaskinsystem for oljetemperatur kan redusere temperaturøkningen forårsaket av høyhastighetsrotasjon av spindelen, effektivt forbedre den termiske forlengelsen av spindelen, og forbedre maskineringsnøyaktigheten;
Klemmeverktøybutikken brukes til å forbedre verktøyets endringshastighet og nøyaktighet av maskinverktøyet, og verktøybutikkkapasiteten er 16 eller 21 stykker;
Den flykroppen vedtar den bakre skråstrukturdesignen, som er lett å rengjøre avfallet inne i maskinverktøyet;
Den strukturelle utformingen av den høye kolonnen øker avstanden mellom neseenden av spindelen og arbeidsbenken, som er mer egnet for installasjon og påføring av de fjerde akselkomponentene og gjør prosesseringsområdet bredere.
Spor smøring Automatisk olje, intermitterende timing kvantitativ kontroll av oljeinjeksjon, varig smøring av bevegelige deler;
Referansespesifikasjon
|
Mekanisk parameter |
enhet |
T650 |
T850 |
T1000 |
T1200 |
|
Triaksial reise |
mm |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Tabellstørrelse |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T-spor |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
Maksimal lagerkapasitet på tabellen |
kg |
300 |
500 |
600 |
700 |
|
Avstand fra spindel ende ansikt til arbeidsflate |
mm |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Avstand fra Spindel Center til kolonneguidebane |
mm |
541 |
580 |
580 |
605 |
|
X Axis Rail Specifications |
mm |
35 |
35 |
35 |
30 |
|
Y-Axis jernbanespesifikasjoner |
mm |
30 |
35 |
35 |
35 |
|
Z Axis Rail Specifications |
mm |
35 |
35 |
35 |
35 |
|
X/Y/Z Skruespesifikasjoner |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
Spinelspesifikasjon |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
Maksimal spindelhastighet |
Rpm |
20000 |
20000 |
20000 |
20000 |
|
Spindelkraft |
kw |
5.5 |
5.5 |
5.5 |
7.5 |
|
X/å/z tre-akset motorisk effekt |
kw |
1,5/1,5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X/å/z rask maksimal hastighet |
m/min |
48 |
48 |
48 |
48 |
|
X/y/z maksimal skjærehastighet |
mm/min |
10000 |
10000 |
10000 |
10000 |
|
Tre-akset posisjoneringsnøyaktighet |
mm |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
|
Tre akse gjentatte posisjoneringsnøyaktighet |
mm |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
|
Lufttrykkspesifikasjon |
kg/cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Maskinstørrelse |
mm |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Maskinvekt |
T |
3.2 |
4.5 |
5.3 |
6.5 |
En rekke CNC -systemalternativer

Selskapets styrke

Produksjonsprosess
1, støpejern ved høy temperaturovn og aldringsbehandling på mer enn seks måneder.
2, streng monteringsprosess (jernbanemontering, blyskrueenhet, lagermontering, etc.).
3, utsøkt skrapingsteknologi (motorskraper, spindelende skrape, kolonneinstallasjonsoverflatskraper).
4, Vitenskapelig produksjon, sporbarhet av hele prosessen med kvalitetskontrollsystem.

Kvalitetssikringssystem
1. Når du oppdager tonehøydefeilen, kan rettigheten til den lineære aksehåndboken i XX og YY -retningene testes samtidig.
2, sørg for maskinering og monteringsnøyaktighet til hver del av maskinverktøyet. Den formelle posisjonsnøyaktigheten og gjentatte posisjonsnøyaktigheten til maskinverktøyet måles.
3 Oppdager hele maskinen nøyaktigheten av den vertikale graden av spindelen og tabellplanet, og nøyaktigheten er nødvendig for å sikre innen 0,01 mm.
4. Vertikaliteten til Z-Axis Guide Rail og Workbench oppdages av hele maskinen, og nøyaktigheten er garantert innen 0,01 mm.
5. Maskinen oppdager vertikaliteten til XY Axis Guide Rail, og krever nøyaktighet innen 0,005 mm.

Hot Tags: Bor- og tappemaskin
Relatert kategori
Automatisk boreboremaskin
CNC boreboremaskin
CNC turret maskin
Manuell bore tappemaskin
Spesiell formål maskin
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.